Now that school is out, school bus inspections and maintenance is taking place in preparation for the next session in the fall. Many school districts are outsourcing the maintenance of their buses. This could be your chance to increase your shop’s customer base.
While the coach work (body) of buses is changing to incorporate features like air conditioning, the tires, wheels, brakes and suspension the have not change much is 20 years.
The biggest changes are under the hood. Emission control retrofit of catalytic converters and diesel particulate filters will be taking place with grants from the EPA under the Clean School Bus USA program.
 Proper lifting
Proper lifting
Since the inspection and maintenance of these items require that the vehicle be lifted, special consideration should be given to the lifting equipment and tools used for the service of the vehicles. In the past, the conventional method for getting under the bus was the use of a pit. These pits can be a productivity nightmare and the use of a lift can help you service these large vehicles without having to reconfigure your entire shop.
A conventional 78-passenger bus can have a 279” wheelbase and an overall length of 471” with a gross vehicle weight of 35,000 lbs. These dimensions and weights require special lifting equipment.
The most economical is the mobile wheel engaging lift. The lift is made up of four lifting columns with a master control that will raise all four columns simultaneously. Chassis lifting beams will allow the bus to be lifted for wheel, brake and suspension inspection, maintenance and repair. It is important that the lifting beams be placed according to the chassis manufacturers lifting points. An important consideration for any lift is the mechanical locking system. This locking system is your guarantee that you can work safely. Your lift should be able to lock in any raised position.
 Wheel/Tire Maintenance and Repair
Wheel/Tire Maintenance and Repair
There are two types of mounting for Budd-type disc wheels — Stud Piloted and Hub Piloted. The stud piloted uses inner and outer cap nuts. Using the proper tightening sequence and torque of wheel nuts, especially inner and outer cap nuts, can prevent problems such as seized fasteners and wheel disengagement. The use of anti-seize compounds as wheel system lubricants has never been approved or endorsed by any wheel, hub or fastener manufacturer. The usual cause for seized fasteners are worn or damaged threads, excessive corrosion or uneven torque between the fasteners. Stud piloted wheel systems require a dry torque.
The use of a lubricant, like anti-seize, will result in more pounds of clamping force per foot-pound of torque resulting in an accelerated rate of stud fatigue and ball seat wear that will decrease the service life of both the stud and the wheel. Replacement of fasteners and proper tightening methods can resolve these problems. The hub piloted uses a flanged nut that uses oil to lubricate the flange on the nut. The torque setting for stud piloted wheels is 450-500 ft.-lbs dry. The front wheels slide over the studs. Be careful not to damage the stud threads. Seat the wheel in the sequence shown in the illustration labeled sequence. This procedure will permit the uniform seating of nuts and ensure the even, face-to face contact of wheel and hub. Torque the wheel to 450-500 ft.-lbs dry using the same sequence. For the dual rear wheels, slide the inner dual wheel over studs. Seat the wheel in the sequence shown.
 This procedure will permit the uniform seating of nuts and ensure the even, face-to-face contact of wheel, hub and drum. Tighten nuts to 450 to 500 ft.-lbs dry using the same sequence. Align the hand holes of the outer dual wheel to those of the inner dual wheel to allow access to the air valves. Slide the outer dual wheel over the inner cap nuts. Repeat the entire procedure for the outer dual using the same sequence. The torque setting for hub-piloted wheels is 450-500 ft.-lbs oiled. The acceptable lubricant is 30-weight oil, with two or three drops between the flange and the nut body. This will allow the parts to rotate freely and provide the proper clamping force. Slide the wheel(s) over the studs being careful not to damage the stud threads. Seat the wheel in the sequence shown to ensure that the wheel or dual wheels are in full contact with the hub or drum. Tighten them to 450 to 500 ft.-lbs using the same sequence.
This procedure will permit the uniform seating of nuts and ensure the even, face-to-face contact of wheel, hub and drum. Tighten nuts to 450 to 500 ft.-lbs dry using the same sequence. Align the hand holes of the outer dual wheel to those of the inner dual wheel to allow access to the air valves. Slide the outer dual wheel over the inner cap nuts. Repeat the entire procedure for the outer dual using the same sequence. The torque setting for hub-piloted wheels is 450-500 ft.-lbs oiled. The acceptable lubricant is 30-weight oil, with two or three drops between the flange and the nut body. This will allow the parts to rotate freely and provide the proper clamping force. Slide the wheel(s) over the studs being careful not to damage the stud threads. Seat the wheel in the sequence shown to ensure that the wheel or dual wheels are in full contact with the hub or drum. Tighten them to 450 to 500 ft.-lbs using the same sequence.
Most garages will use a one-inch drive impact wrench and click type torque wrench. Most 1 inch wrenches are capable of producing over 1000 ft.-lbs of torque. If you forget to reduce the air pressure to seat the wheel(s), you can over torque the nuts.
 A one-inch calibrated drive torque wrench will have a four-foot handle and will take a lot of pull. Due to the sensitivity of the cargo, some fleets require that the wrench is calibrated and service is documented when tighting the wheels.
A one-inch calibrated drive torque wrench will have a four-foot handle and will take a lot of pull. Due to the sensitivity of the cargo, some fleets require that the wrench is calibrated and service is documented when tighting the wheels.
There are alternative tools available such as the air powered guns that can stop at a preset torque settings. This type of tool can cost more than $5,000. But, compared to the price of a lawyer to defend your shop, it is a bargain. Also, the tool can be a time saver by eliminating the torque wrench procedure.
Brakes
Bus foundation brakes can be equipped with both drum and disc brakes and can be either air or hydraulically actuated. Air actuated S-cam drum brakes will have automatic slack adjusters. There is no substitute for the manufacturers’ service information. Automatic slack adjustment for Crewson Brunner, Haldex and Meritor is on the return stroke; Gunite and Bendix on the apply stroke. All automatic slack adjusters adjust the brakes during the low air pressure portion of a brake application in the range of 20 psi or less.
Each method can be affected by wear in the foundation brake. Adjusting at low pressure allows the air chamber, shoe return springs and S-cam to work together. Air-actuated disc brakes will have an automatic adjustment device built in to the caliper.
It is very important to use the manufacturers’ service information when servicing the slack adjuster or caliper. The compressor, dryer and reservoirs should follow a routine maintenance procedure. Moisture is the biggest enemy of air brake systems.
Suspension
Most busses utilize a leaf spring suspension with a solid steering axle. An annual inspection should include the following: Springs for cracked or broken leaves; Spring bushings and shock absorbers mountings for wear; Steering axle king pin bearings and bushings; Axle alignment to chassis.
Some late model chassis may be equipped with air suspension. The shock absorbers on an air suspension are travel stops for the suspension. Any time the axle is suspended, it is mandatory that the shock absorbers remain connected. Failure to do so can cause the air springs to separate from the piston and result in premature air spring failure. All air suspensions have a height control valve. It is important to follow the manufacturers procedures when adjusting the ride height and control valve.
Diesel emissions
Emissions from diesel school bus engines expose children to pollutants that create serious health risks such as aggravated asthma. In addition, diesel emissions impact the overall air quality.
To reduce school bus air pollution, the EPA Clean School Bus USA (CSB USA) program provides grants to school districts across the country to fund retrofitting initiatives and the replacement of older buses.
Options:
There are three major categories to reduce emissions:
Use ultra-low sulfur diesel fuel. The EPA has lowered diesel fuel sulfur content from 500 ppm (parts per million) to 15 ppm. This new ultra-low sulfur fuel has been available since October 2006.
Retrofit late model busses with Diesel Particulate Filters (DPF) with oxidizing catalysts to reduce tail pipe emissions and Crankcase Filters (CCF) with engine compartment modifications to reduce emissions to the cabin.
Replacement of older busses. All 2007 and later diesel engines must comply with the new regulations that require the reduction of nitrogen oxide (NOx) and hydrocarbons (HC) by 50% and particulate matter (PM) by more than 90% over the current 2004 emission standards. Further reductions of NOx, HC and PM will be required by 2010.
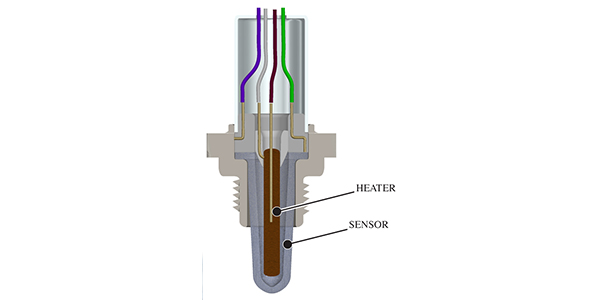
The new 2007 emission requirements will introduce a throttle valve for the reduction NOx emissions at part throttle. A plus from the throttle is that it improves idle quality. The throttle valve is installed on the intake manifold and is operated by an electric motor. A catalytic converter with particulate filter is also installed as part of the emissions reduction package.
The Diesel Particulate Filter (DPF) uses an oxidizing catalyst to control hydrocarbons. Soot and larger sulfate particles are captured in a ceramic honeycomb of the DPF. It is constructed by plugging alternate passages of the honeycomb to form channels that the gases will pass through and trap particulates on the channel walls.
To keep the particulates from filling the channels a regeneration process is used to oxidize the carbon into carbon dioxide gas that will pass through the honeycomb. There are two types of regeneration — self-regeneration and forced regeneration.
Self-regeneration takes place when the exhaust gases reach a temperature of approximately 1000º F (538º C) oxidizing the carbon particulate. Forced regeneration is a function of the engine operating system that will use temperature sensors, throttle valve, intake air heater and controller fuel delivery algorithms to cause regeneration. The particulate filter has a life of approximately 100,000 miles. The system will use pressure and temperature sensors to monitor the DPF.
Service of the DPF will require removal and disassembly of the converter and particulate filter. The ash that remains in the DPF can be cleaned by back flushing with air and reinstalled. Cleaning equipment for the DPF is available form several sources.
A new motor oil with less that 1% ash content specified as CJ-4 by API will also be required for the engines equipped with the DPF. It will have to be used to extend the maintenance life of the DPF filter. n