By Roy Berndt
ENGINE BUILDER Magazine
As I write this, one of the Godfather movies comes to mind (don’t ask which one, there were too many to remember) where Michael Corleone says something to the effect of “Just when I think I’m out, they pull me back in!” But instead of canolis and “the Family,” I’m talking about belts.
Back in the day, just around the corner from the horse and buggy, an engine had one, two or if it was really intricate, three “V” belts hanging on the front of it. Before the day of air conditioning and power steering the only thing to worry about turning was a water pump and a generator (younger people, look that one up. It really is a word and really was on cars!).
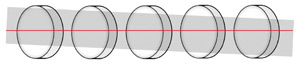  |
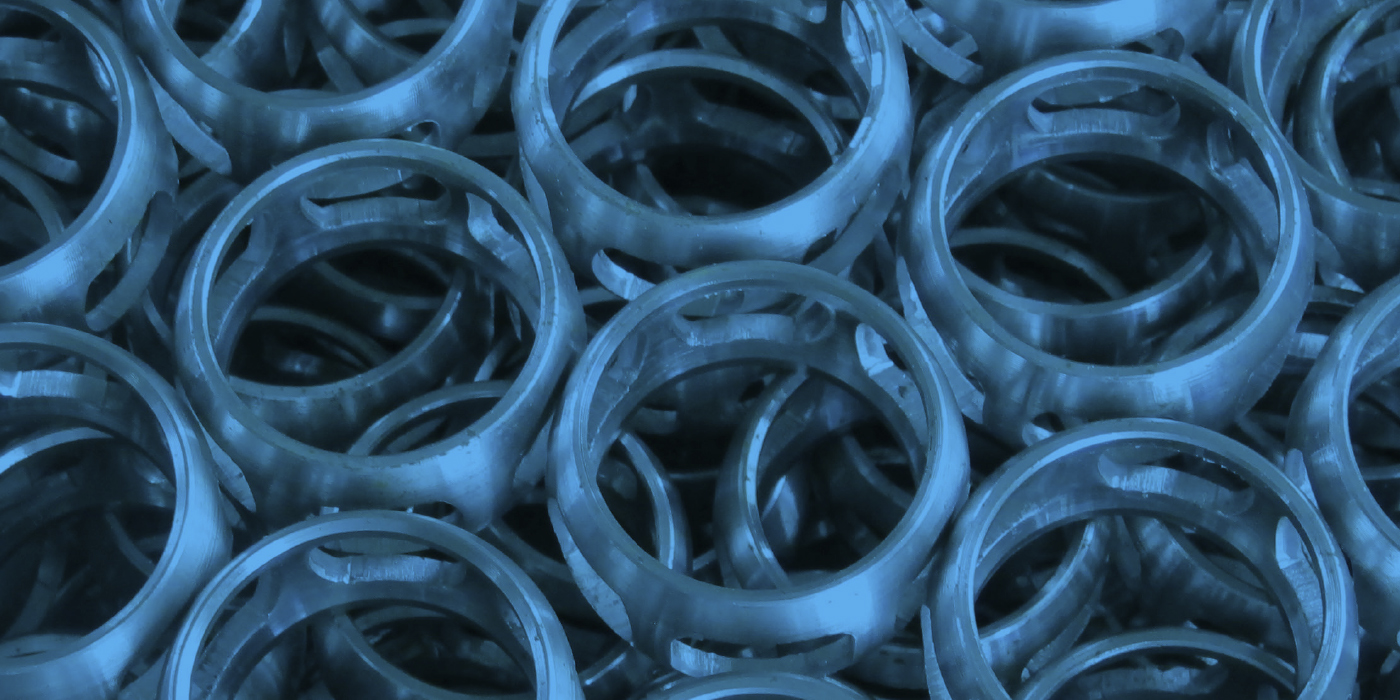
| Figure 1: At top, the shaded bar denotes a crankshaft being pulled upward on the front left while the red line indicates the center line of the main bearing housing bores. At the bottom, the shaded area denotes a crankshaft under normal circumstances lying straight with the center line of the main bearing housing bore. |
If one day it sounded like a cat wasbeing tortured under the hood, you got out your trusty wrenches, loosened the generator mounting bolts, and tore up your knuckles as you used a pry bar, pipe or 2×4 to pry away until it stoped making noise. You then tightened the bolts again and went on your merry way. The belts were long enough and had enough stretch and slop to them that it was nearly impossible to damage anything.
Well, as time went on and more accessories were hung off the front of the engine, belt tension and deflection actually became a specification. Why? Because if you put the old gorilla effect on the belts you could actually cause crankshaft damage.
Now before you think that I fell into the mushroom patch let me explain what wouldand did happen quite often. If there was enough torque put on the front pulley (that at times would hang 6-8 inches or more off the front of the crankshaft), enough load could be placed up on the front main bearing in an upward fashion that it could actually take the clearance out of the bearing (see Figure 1).
 |
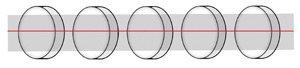
| Figure 2: Note the upper bearing on the right that is housed in the block being worn dramatically worse than the lower bearing that should be the load side. This failure was due to excessive timing belt pressure. |
If you look at the lower portion of Figure 1, you can see that with the crankshaft lying in the main saddles on centerline you will have bearing clearance through the entire circumference once in motion. This is what it should normally be.
The crankshaft on numerous engines would actually break at the #1 rod journal because of the stress load of the belts holding the crankshaft upward and the combustion power trying to drive it back down. It is like taking a thin piece of steel and bending it back and forth until it breaks. The other failure that would commonly occur would be scoring on the upper half of the #1 main bearing. This was often caused by oil not being able to flow properly from the block to the bearing (see Figure 2).
I have to be honest – I haven’t heard a lot of reports of this failure for some time. With the introduction of the serpentine belt and auto tensioner that type of failure seemed to go away never to be seen again. Or so I thought. As it turns out, this problem has reared its ugly head once again. I suspect that much of it has to do with the current economic climate and a much higher rate of individuals working on their own more complex engines.
What I am talking about are overhead camshaft applications that now use timing belts. Many of them are very complex and may even have multiple belts being driven off the crank (see Figure 3). However, when the manual says to replace the timing belt at 60,000 miles and the cost to have that belt replaced may exceed $200, some drivers are deciding to do the work themselves. After all, how hard can it be? A belt is a belt isn’t it?
Well, no. Many of the engines in current production have hydraulic or spring loaded belt tensioners, but many still have manual tensioners that require either special tools and/or removal/installation procedures that are not always followed.
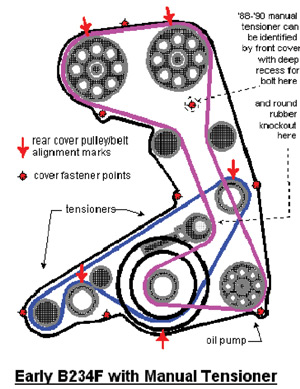 |
| Figure 3: Note the complexity and amount of belts and tensioners being used for the early B234F Volvo engine with manual tensioner. |
Why? Because the details on left-handed threads or multi-part tensioners may not be available to the average DIYer. So the old school of tighter is better kicks in and low and behold the front main bearing soon looks like the one in Figure 2.
Figure 4 shows a typical illustration that you may see for a manual tensioner installation. As you can see a special tool is required and an illustration is given of belt deflection measurement. There is often a specific torque value or deflection at a certain level of pounds-pull given. Of course there is that other minor detail of having the engine timed correctly and if the tensioner is not set right you may end up having the valves crash into the pistons.
The bottom line here is that premature engine failures are on the rise due to overtightened belts. When timing belts are being installed by someone who does nothave the correct information, the experience or expertise to do it properly, the front main bearing shown in Figure 2 may start showing up at your door along with the question of “Why did my engine fail?”
The best way to avoid this question may be to install the belt yourself if asked, or at least provide the information so that there is a better chance that a premature failure does not occur.
Roy Berndt has decades of machine shop experience. He is the EDS Data Acquisition Contractor for the Production Engine Remanufacturers Association (PERA), and Program Manager for PROFormance Powertrain Products, a PER in Springfield, MO.
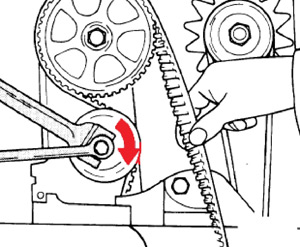 |
| Figure 4: This illustration shows the use of special tools and deflection of a typical manual timing belt tension illustration. |