Have you ever wondered what exactly is in the friction material that’s on the brake pads and shoes you install on your customers’ vehicles? To the naked eye, most friction materials look pretty much the same. Most pads are usually a medium-to-dark gray color, and many have little flecks of what appear to be metallic fibers or flakes embedded in the material.
Most brake suppliers use generic marketing terms such as “ceramic” or “semi-metallic” or “NAO” to describe their products, but they don’t give you any details as to what exactly these terms mean. That’s because no two brake suppliers agree on what these terms actually mean. Ceramic, semi-metallic and NAO are all buzzwords that imply a particular friction material contains an unspecified percentage of the named ingredient.
NAO stands for nonasbestos organic. All that tells you is that the friction material contains no asbestos fibers. In other words, the term NAO does not tell you what a friction material contains, only what it does not contain. Typically, NAO friction materials have a low metallic content (usually less than 30%), but that percentage can vary with the product and application. 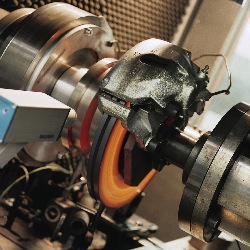
Semi-metallic tells you a friction material has a high metallic content, typically 50 to 60% or more chopped steel wool fiber. But it says nothing about any other ingredients that may be in the material.
Ceramic is the most misleading and confusing term of all. The word implies the friction material contains ceramic fiber, of which there are various types and particle sizes. But how much? And does the actual amount really matter? The size of ceramic fibers or particles can range from 0.4 to as much as 80 microns in diameter. Some say smaller is better because the brakes run quieter, but others disagree and say size doesn’t matter. It’s the other ingredients that go into the mix that have more of an impact on noise and performance.
One reason why there are no standard definitions for these terms is because there are literally hundreds of different friction formulas being produced by aftermarket and original equipment brake suppliers. Within a given product line, there may be dozens of variations of NAO or ceramic friction materials for different vehicle applications. For the last decade or so, brake suppliers have realized that a one-size-fits-all friction material just doesn’t cut it in today’s world.
Replacement brake pads and shoes have to closely match the friction characteristics of the original equipment brake materials, otherwise it may upset the operation of the antilock brake and stability control systems. It may also upset the vehicle owner if the replacement brake pads and shoes don’t feel and perform the same or better than the original equipment brakes.
The point is the actual friction formula doesn’t really matter as long as the replacement brakes deliver the kind of braking performance your customer expects.
WHAT REALLY COUNTS
When a brake supplier develops a new friction formula for a particular vehicle application, they look at what the end user (your customer) really wants. According to one JD Power survey, the most important features that customers want from their brakes are as follows:
1. Stopping power;
2. Good pedal feel (no soft or mushy pedal);
3. Quiet operation (no squeals or other objectionable noise);
4. No brake pulsation (which is a function of rotor wear and runout); and
5. Durability.
Brake suppliers take these factors into consideration, along with technical and safety requirements such as the hot and cold friction characteristics of the material, its resistance to fade after repeated hard braking, the strength of the material itself, its fatigue resistance, weather resistance, noise characteristics, dust generation and wear properties. They also take into consideration how the vehicle will be driven and the type of driver who will most likely buy their product.
Someone who drives a Lexus SUV is obviously a different kind of customer than someone who drives a Mercedes AMG or a BMW M3.
With so many variables to take into account, one friction formula is often not enough for a given vehicle application. Some vehicle owners may want a high-performance replacement product rather than a standard replacement product. So the brake supplier may offer a standard replacement line, and a premium line, and/or a performance line to provide a range of options for different customers. 
Some brake suppliers also offer different product lines that are specially formulated for a particular type of vehicle. For example, many late-model Japanese vehicles are factory equipped with ceramic brake linings. As a rule, ceramic friction materials perform well at low-to-moderate brake temperatures (up to 500° F), to deliver long pad life, quiet braking, reduced rotor wear and little visible brake dust.
Many European performance cars and sedans, by comparison, are factory equipped with more aggressive low- or semi-metallic pads. The original equipment Euro brakes are notorious for producing lots of ugly black brake dust that sticks to alloy wheels. Rotor wear can also be a problem. So a different type of replacement pad would be offered for European applications compared to Asian applications.
SECRET RECIPES
One thing no brake supplier will ever reveal is the exact formula for any of its friction products. These are closely guarded trade secrets that only a few people have access to. I’ve toured a number of brake manufacturing plants over the years and have seen the rooms where the ingredients are stored. The labels on the containers are coded so a casual observer can’t tell what exactly they contain. But there are various kinds of powders, fibers and resins that can be blended together to create all kinds of friction materials.
Back in the days when asbestos was still used in brakes, most friction materials usually contained a simple mix of asbestos fibers, some filler material and a binder such as linseed oil, cashew resin or phenolic resin to glue it all together. Today, a typical NAO or ceramic friction material may have as many as 17 different ingredients, including various sizes and types of carbon or ceramic fibers, metallic fibers, graphite or coke particles, inorganic fillers and resins.
Copper is one ingredient that has been added to friction materials to help reduce noise, dissipate heat and reinforce the pads. But environmentalists say copper in brake dust can pollute water and harm algae and fish. The state of Washington recently banned the use of copper as an additive in brake pads, allowing no more than 5% copper content by model year 2021.
California and other states are considering similar measures. So brake manufacturers also have to take into account environmental regulations when formulating friction materials.
HOW PADS ARE MADE
When a brake manufacturer makes a production run using a particular recipe, the various ingredients are carefully weighed and blended together in a giant mixer. A uniform mix is very important for consistent friction characteristics. The power is then pressed into a mold to create a raw unfinished brake pad. Some brake suppliers also insert a noise control shim into the pad itself as it is being molded. Others attach the metal or fiber shim to the back of the steel backing plate after the pad has been baked and attached to the plate with adhesive or rivets. Some manufacturers use mechanical retaining systems, which use hook-like serrations or welded mesh on the face of the backing plate to lock and hold the friction material in place.
The molded pads (which are called “green” pads at this stage of the process) are then placed on a conveyor belt and sent through a long oven to harden the resins. The time and temperature of the baking process must also be closely controlled for consistent quality. 
After the bake oven comes any final machining such as cutting slots and/or chamfers on the pads. Some pads may also have a top coating applied at this point to aid break-in and suppress noise. Some pads may also receive a final heat treatment to fully cure the resin. Most, however, are not fully cured until they are installed on a vehicle and driven a few hundred miles. The break-in process must be done correctly to burnish and seat the pads: gradual braking with sufficient time between applications for the pads to cool down. Hard braking should be avoided until the pads are fully cured as this can overheat, glaze and ruin a new set of pads.
DEVELOPING NEW MATERIALS
The development of new friction materials is an ongoing and time-consuming process. As one brake supplier said, “We are always trying to make our current products obsolete with even better products.” It’s a highly competitive market, so everybody is looking for some kind of advantage or performance edge over their competitors.
Here is an example of a process used to develop a new friction material:
1. Identify the vehicle application and its basic requirements.
2. Compare existing friction material and create a friction formula that should closely meet these requirements based on previous experience or similar products.
3. Create samples for basic laboratory testing. Adjust formula as needed.
4. Do more advanced testing on a brake dynamometer that simulates real-world driving. Adjust formula as needed.
5. Install sample pads on a vehicle for driving tests. Adjust formula as needed.
6. Install pre-production pads on fleet vehicles for additional testing and feedback.
7. Release the “approved” pads for production.
One of the basic tests that all friction materials undergo is a “Chase” test. A 1-in. square of the friction material is placed in a special apparatus that measures the material’s coefficient of friction when it is cold, and again when it is hot. From this, the hot and cold friction ratings for the material are determined and printed as a two-letter edge code on the final product. The better the friction material, the more consistent its friction characteristics will be under different temperatures and pressures.
After the Chase test comes a series of brake dynamometer tests that check friction consistency over repeated brake applications. The dyno uses an actual brake assembly (drum or disc) to stop a large rotating flywheel. The mass of the flywheel simulates the momentum of a vehicle coming to rest.
When a new friction material is ready for vehicle testing, sample linings are fabricated and installed on heavily instrumented vehicles to monitor pedal effort and pad temperature during braking. The better the material, the less it will fade after repeated hard braking.
During the vehicle tests, the drivers also note the noise characteristics of the new linings. It is a subjective evaluation, so a number of different drivers may be used to get an “average” noise reading. The ratings are on a scale of 10 to 7, with 10 being no detectable noise, 9 infrequent or very light noise, 8 occasional noise and 7 moderate noise (which is unacceptable).
Wear is also measured to determine how the linings hold up. The test vehicle follows a prescribed course that includes all types of driving and braking conditions. A number of different test vehicles may be used because the same friction formula may show a considerable variation in wear from one vehicle to another due to differences in size, weight and the design of the brakes. 
When a friction material passes all of these tests, the next step is real-world fleet testing. Taxi cabs, delivery vehicles, police vehicles or other high-usage vehicles may be equipped with the new pads to see how they perform. If no problems arise and the users are happy with the pads, they are approved and go into production.
It’s important to note that the development, testing and manufacturing processes I’ve described are those generally followed by name-brand brake manufacturers. They have a reputation to maintain, and are liable for the products they produce. That’s not the case with every brake supplier you may encounter. Some replacement pads have had little or no testing, and may or may not deliver satisfactory braking performance, noise control or wear. The quality may be inconsistent, and you may end up with a dissatisfied customer and a comeback if you take a chance and install these kinds of pads on a customer’s vehicle. Don’t take chances. Choose brand-name products you’re familiar with and who stands behind their products.
Also, follow your brake suppliers’ recommendations as to what type of friction material should be used for various kinds of driving applications. For hard-use applications, premium-grade replacement pads and shoes are usually best.
Premium-grade products generally provide better wear than standard or economy-grade products. Premium products also tend to perform better in terms of stopping distance, fade resistance, pedal feel and noise control. They deliver the kind of “like-new” performance that makes most customers happy.
HEAVY-DUTY USE APPLICATIONS
Most brake suppliers also offer a “severe-duty” or “heavy-duty” or “street performance” product line that’s a step up from their premium pads. Typical applications include fleet vehicles, taxis, police cars, limos, ambulances, vehicles used for heavy towing and hauling, and street performance cars. These are all applications where the brakes run hot and work hard. The linings that work best in these kinds of applications are usually high-temperature semi-metallics with a high percentage of steel or iron content.
Sustained high brake temperatures of 400° to 500° (which can occur when the driver constantly rides the brakes in heavy traffic) are actually harder on brake linings than peak temperatures that may shoot up to 600° to 800° momentarily, but remain there for only a brief period of time. Brake wear is directly proportional to brake temperature, so the hotter the brakes get (and the longer they remain at elevated temperatures while braking), the faster the linings wear.
Semi-metallic friction materials with a high iron or steel content can handle heat much better than ceramics, low-metallics and nonasbestos organic (NAO) materials. Semi-metallics will wear less and fade less as brake temperatures rise. But the trade-off to switching to a semi-metallic may be increased noise and rotor harshness. And strangely enough, wear may even be greater with a semi-metallic if the brakes never get hot enough to push the pads into their intended temperature range. So don’t install heavy-duty semi-metallics on a vehicle that doesn’t really need them.