In the August issue of Underhood Service, I detailed the work that went into rebuilding the body for my dad’s 1955 Chevy 3100 pickup truck.
In the August issue of Underhood Service, I detailed the work that went into rebuilding the body for my dad’s 1955 Chevy 3100 pickup truck.
This month, I’ll talk about the mechanical challenges of restoring a truck that I began maintaining when I went to work in a gas station in 1957. Because my Dad bought the truck new, I recall in detail how the truck looked and drove during the late 1950s.
This first-series 1955 Chevrolet 3100 truck represents the end of an era in which a pickup truck was built strictly as a utility vehicle.
A few months after this truck was built, Chevrolet entered a new marketing era by introducing the second-series 3100 with a standard 12-volt electrical system and an optional V8 engine, automatic transmission and stylized Cameo appearance package.
Stages of Restoration
Before we get too deeply involved with repairing the technology of that era, let’s discuss the three basic stages of restoration: refurbishing, frame-up and concours.
Most “restorations” are simply a variation of the refurbishing process since most mechanical and cosmetic repairs are done with the body installed on the frame.
The second stage is a body-off, frame-up restoration. Because we converted Dad’s truck to a V8 in 1968, it wasn’t completely original. So, even with converting back to a six-cylinder engine, my plan was to keep the truck as original as possible while updating its performance with modern accessories.
 Any frame-up restoration includes removing layers of hardened grease, dirt and rust by patiently hand-scraping, steam-cleaning and sand-blasting the various parts. Similarly, most of the major parts, such as the engine and drivetrain are rebuilt to the original specifications and reinstalled. In most restorations of average vehicles like a pickup truck, it’s not too important to be historically correct in all aspects of the restoration.
Any frame-up restoration includes removing layers of hardened grease, dirt and rust by patiently hand-scraping, steam-cleaning and sand-blasting the various parts. Similarly, most of the major parts, such as the engine and drivetrain are rebuilt to the original specifications and reinstalled. In most restorations of average vehicles like a pickup truck, it’s not too important to be historically correct in all aspects of the restoration.
The third stage would be a vehicle that’s restored to showroom condition, which is generally called a “concours” restoration. Concours restorations are extremely expensive and are generally performed by shops specializing in that work.
In these cases, the technicians must be experts in the original configuration of the vehicle and know where to find the original parts needed to achieve that goal. Most post-World War II vehicles restored to concours condition are relatively low-production models worth a six-figure price.
In my book, it’s always best to restore the vehicle as closely to its original condition as closely possible simply because vehicles in original condition are relatively rare and because they have higher market value.
To keep my truck as original as possible, I bought a copy of the vehicle’s shop manual on DVD and the assembly line manuals for the body and chassis on paper. Paper manuals are also available for the wiring and electrical and for the bed. These are inexpensive and are essential for accurately
restoring the vehicle.

Chassis Restoration
As mentioned above, the frame and running gear was painstakingly cleaned and painted with a semi-gloss black that is easily touched up and less likely to show surface defects. Years earlier, I had rebuilt the front and rear axle and replaced all of the spring shackle bushings.
The rivets holding the front spring shackles and running board braces to the frame had loosened and, in an earlier repair, had been tack-welded to the frame. This isn’t a procedure I would normally use, but one with which I had to live.
When rebuilding the chassis, it’s best to replace all brake and fuel lines with reproduction lines and brackets available from restoration suppliers. If you’re concerned about the safety and reliability of the single-piston master cylinder, dual-piston conversions are available.
For safety’s sake, I recommend replacing all brake lines, hoses, cylinders, shoes, hardware, drums and park brake cables with new. Be aware that some repro park brake cables won’t mount securely in the stock frame brackets. I had to fabricate some small “L” brackets to prevent the new cables from pulling out of the frame brackets. 
While you’re at it, make sure that the frame-mounted shaft supporting the brake and clutch pedals is horizontal to the frame. If this shaft isn’t aligned properly, the pedals won’t align with the holes in the cab floor.
For whatever reason, the bracket holding my pedal mounting shaft needed straightening and, since the bracket is made from 1/4” steel, this job is very time-consuming.
Before disassembling the front axle, check the camber angle on each side.
Back in the 1950s, a mechanic had inadvertently switched the spindles from side-to-side during a collision repair, which caused my truck to wander.
Years later when I had my own alignment machine, I switched the right and left spindles to provide the most positive camber on the driver’s side.
Kingpin reaming has probably become a lost art. When checking kingpin wear, temporarily adjust all endplay out of the wheel bearings and make sure that the tapered kingpin retaining bolt is snugged into place. All kingpins have some play, but shouldn’t have enough to substantially affect toe angle.
 Once installed, the kingpin bushings must be carefully reamed to a hand-press fit.
Once installed, the kingpin bushings must be carefully reamed to a hand-press fit.
If the spindle is too tight to turn by hand when mounted on the axle, the steering won’t return properly.
If the kingpin is fitted too loosely, it will develop excessive play at an early stage.
Make sure that the kingpin support bearing is lubed and installed right-side up so it will shed water.
Next, shim the endplay out of the spindle and make sure the protective end caps are properly staked into place.
One shot of quality water-resistant chassis grease at 1,500-mile intervals is generally enough to keep the kingpins, tie rods, drag link and spring shackles properly lubricated.
 Last, repack the original ball-type wheel bearings with viscous wheel bearing grease and adjust to allow a few thousandths of an inch of endplay. If you’re concerned about bearing durability, tapered roller bearings are available as a drop-in replacement.
Last, repack the original ball-type wheel bearings with viscous wheel bearing grease and adjust to allow a few thousandths of an inch of endplay. If you’re concerned about bearing durability, tapered roller bearings are available as a drop-in replacement.
Although remanufactured steering gears are available, I rebuilt my own. The major problem I had was removing the steering worm bearing cup from the adjustable end plug. I ended up having a new plug custom-built.
If the recirculating ball portion is severely worn, the steering gear over-center adjustment can’t be made. When properly adjusted, the steering wheel should turn freely, but exhibit zero play at the steering gear center point and some looseness when turned to full lock. 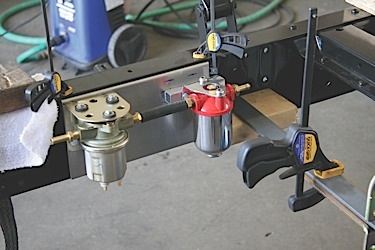
Drivetrain
I won’t spend much time on drivetrain because the basic technology hasn’t changed much in 50 years. Chevrolet trucks used a torque-tube drive through 1954. The first- and second-series 1955 trucks were equipped with an open-driveshaft Hotchkiss drive.
The basic four-speed transmission design was used until the early ’60s.
Because I’m building a higher-revving engine for later installation, I found that McLeod Clutches in California still had the patterns available to fabricate a new steel-billet flywheel to fit the dowel pins on the crankshafts of the early Chevy sixes.
McLeod also supplied the clutch assembly.
Later six-cylinder engines use the same flywheel as the small-block V8 engines.
Engines
The post-war 216 cubic-inch engines were equipped with poured connecting rod and main bearings. The main bearings were lubricated with about 15 psi oil pressure and the connecting rods used dipper lubrication.
Because engine life was generally less than 70,000 miles in those days, most dipper-lubricated engines were eventually replaced with one of the many full-pressure engines that flooded the salvage yards during the late 1950s.
Full-pressure, insert-bearing engines first appeared in the 1953 Chevy sedans equipped with Powerglide transmissions.
The changeover continued through 1954 and, by 1955, all six-cylinder engines were equipped with insert bearings and full-pressure lubrication.
The engine ID number is on the engine block, just behind the distributor. Engine identification information is available on restoration suppliers’ websites and from antique engine restoration specialists like Egge Machine in Santa Fe Springs, CA.
My current engine is a 1954 261 cubic-inch, heavy-duty truck engine that I purchased from the estate of a veteran mechanic friend. I understand that he increased the power on this freshly rebuilt engine by installing the old six-cylinder Corvette camshaft and milling 0.030” off the cylinder head.
Getting the correct water pump length is important when swapping the Chevy 216, 235 and 261 six-cylinder engines into the early chassis. In this case, I installed a new, short-shaft water pump available from any restoration supplier.
The engine is also equipped with a Mallory electronic distributor, Clifford Research water-heated intake manifold, Clifford tubular header and exhaust system, and a 350 cfm Keith Dorton series, two-barrel Holley carburetor. To aid part-throttle fuel distribution, I mounted the carburetor sideways on the manifold. The carburetor has replaceable air bleeds and was originally designed for 2.3L, four-cylinder Ford racing engines.
When adding carburetion, it’s important to either use a chart or calculate the cubic feet per minute (cfm) air flow of the engine. Since an excessive cfm rating will make the carburetor difficult to jet and will reduce low-speed throttle response and performance, always give the smaller carburetor the benefit of the doubt.
In this case, 80% volumetric efficiency is just about all a vintage Chevy six will produce. Therefore, a 261 cid engine running at 80% volumetric efficiency will pump about 350 cfm of air at 5,000 rpm. In any case, this engine has plenty of torque and, with a 3.90:1 axle ratio and 27” diameter tires, it easily climbs most hills in high gear. 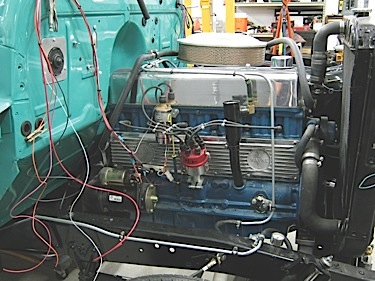
Electrical Systems
Because crumbling insulation is an invitation to disaster, it’s necessary to replace the wiring harness, especially if your truck will be used as a “daily driver.” Since I installed a 12-volt system with manually controlled electric fan, electric fuel pump, late-model starter and single-wire alternator, I designed my own wiring harness.
The first step is to determine fuse capacity by connecting a battery charger to the battery and bringing the terminal voltage up to 7.1 for six-volt systems or up to 14.2 for 12-volt systems. Keep in mind that the amperage draw on six-volt accessory will also be about twice that of a 12-volt accessory. With the charger in place, the amperage draw of each accessory can be accurately measured by connecting it to the battery and checking the amperage draw with an inductive amp probe.
In general, most accessories should be fused at twice the amperage draw. Motors might require three times operating amperage due to high start-up amperages. The fuse capacity should also be consistent with the gauge of wire being used.
Because the original six-volt system provided fuses only for the brake and tail lights, I attached an auxiliary aftermarket tubular-fuse box to the bottom of the cardboard glove box to protect the fuel pump and accessories. The cardboard is protected from heat by aluminum backing plates attached to the fuse box. Not perfect, but the glove box was the only location under the dash that was convenient and functional.
The next step in fabricating your own harness is to use your search engine to locate “ampacity,” which will lead you to a number of websites that will provide the amperage capacity of various lengths and gauges of wire. If in doubt, go with the heavier wire gauge just to preserve mechanical strength. If you’re staying with a six-volt system, an original-style replacement wiring harness has the much larger wire gauge size needed to handle the extra amperage required for six volts. If you’re going with 12 volts, the six-volt wiring harness can be modified as required.
Because I changed over to a 1960s bell housing with the solenoid-controlled starter, I had to fabricate the engine wiring harness. I basically stayed with the original color codes and duplicated the original lighting harnesses, routing them through the original retaining clips and junction blocks to provide an original look. I routed the starter, fuel pump and ignition system harness through an existing hole in the firewall and dropped the wiring directly over the top of the starter. I also kept the original firewall-mounted horn relay and brake/tail light fuse box to give it that “original” look.
The key to making a neat, show-worthy wiring harness is to keep the wires running straight in the loom. It’s best to buy a large bag of 4” cable ties to hold the wiring harness together until all wires are installed and cut to the correct length. It’s easier to neatly tape the harness by clamping the end in a soft-jaw vise and stretching the wires tight. The tape should generally be lapped about half-width. The wires should also neatly exit the loom to the accessory and be “y” taped at every junction. Practice makes perfect here, so be prepared to waste some tape and wiring to learn the process.
I recommend buying professional wire crimping pliers (available from any online speed shop) that can accommodate different types of factory terminals. It takes some practice using extra terminals and scraps of wire, but making a factory-style crimp makes the job look show-worthy.
But, following my own preference, I soldered all connectors with a mini butane torch. It’s important to use small-gauge rosin-core solder and to only place a small drop of solder at the tip of the wire where it exits the crimp. If solder is allowed to creep into the length of the wire, it will cause a stress point that will cause the copper wire to work-harden and break. To give the connection a factory look, I placed a half-inch length of the correct diameter heat shrink tube over the connector crimp.
In any case, it’s much easier to fabricate the wiring harness before the steering column, clutch and brake pedals, seat and doors are installed. It takes patience to loom the wire into the factory mounts, but a modified wiring harness can be fabricated that looks very close to the factory version. Before plunging into any restoration project, remember that it takes a lot of planning and re-do work before you achieve professional results.
Engine Conversion
Just for the record, I originally converted Dad’s truck to a 283 cid V8 engine in 1968. It’s not as easy as it looks because the steering gear must be spaced 1-1/2” outward on the frame with 6” channel iron to clear the left-hand exhaust manifold. 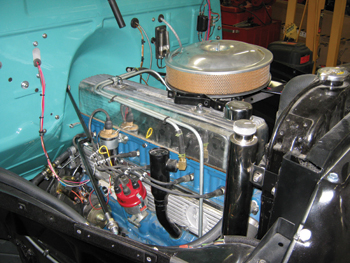
The floorboard must also be notched to allow for relocating the steering column and the firewall indented to accommodate the distributor. Exhaust manifold clearance is a real problem on this conversion and I haven’t found any aftermarket manifold or header that will work to date.
Original equipment 1955-’56 Chevy 265 cid exhaust manifolds will allow the left exhaust to clear the steering gear and clutch linkage by exiting at the front of the engine. The frame must be notched 1/2” to clear the front header pipe. The clutch and brake pedals might need some modification to clear the left exhaust manifold.
An early V8 bell housing mounting to the center cross member should be used to mate the engine to the stock transmission. A heavy-duty “desert” radiator is available from at least one restoration specialist to keep the V8 engine cool. This radiator won’t work on six-cylinder engines because it won’t clear the water pump. Front engine cross member mounts are readily available from restoration specialists for this conversion. In any case, I retained all of the V8 modifications in Dad’s truck so I could have the option of installing a small-block V8 engine in the distant future.